Manufacturing
Manufacturing operations often rely on energy-intensive processes and technologies. These industrial systems include compressed air, pumps and fans, refrigeration and chilled water, process heat, as well as steam and boilers. Inefficient equipment and distribution result in energy loss throughout manufacturing facilities.
Energy represents a considerable, but controllable operating cost for manufacturers. Energy efficiency strategies can boost productivity, improve market competitiveness, and grow the bottom line. Read on to learn about opportunities in manufacturing facilities.
Solutions
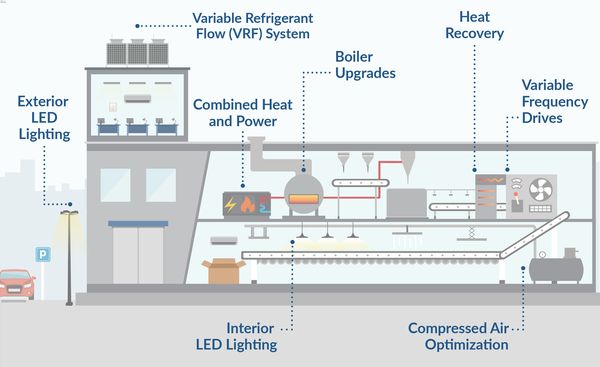
Heat Recovery
- A significant portion of the energy consumed in various manufacturing processes is ultimately lost in the form of heat; this waste heat flows through exhaust gases and liquids, as well as through conduction, convection, and radiation from hot equipment.
Several technologies (e.g. regenerators, recuperators, economizers, boilers) can capture this waste heat and transfer it to a productive end-use (e.g. preheating boiler feedwater, raw materials, or air).
Combined Heat and Power (CHP)
- CHP systems (also known as cogeneration) generate electricity and useful thermal energy in a single, integrated system. Manufacturers can deploy excess steam to power a turbine, generating electricity for the facility. Alternatively, they might install a natural-gas fired unit. Any waste heat from the generator is captured for beneficial reuse.
Click here to learn more.
Variable-Frequency Drives (VFDs)
- VFDs control electric motor speed and torque by varying input frequency and voltage. If a certain application does not require the motor to run at full speed, the VFD can ramp down the frequency and voltage to meet the motor’s current load requirements. Without this technology, motors run at full speed, using electricity unnecessarily.
Click here to learn more.
Compressed Air Optimization
- Air compressors are major energy consumers, yet tend to go unnoticed. Operating costs can be significantly reduced by replacing, upgrading, or installing energy-efficiency equipment:
- Replacing fixed-speed rotary-screw air compressors with variable-speed compressors can result in significant energy savings.
- Dryers help remove the moisture in the air, increasing the efficiency of compressed air production and reducing energy load.
- Air receivers are designed to provide a buffer capacity between the supply and the demand sides of a compressed air system. Having enough storage capacity near the compressor plant protects the compressors and dryers from sudden shift in demand. They also prevent false loading of the compressors.
- Pressure drops in an air distribution system can significantly reduce performance. Filter replacements can help improve efficiency.
- Air-entraining air nozzles draw in (or entrain) surrounding atmospheric air, reducing compressed air use at the nozzle.
Click here to learn more.
Vacuum Pumps
- A vacuum pump removes gas from a sealed space in order to create a vacuum – a common, energy-intensive requirement in manufacturing. Upgrading to high-efficiency vacuum pump models can dramatically reduce energy use.
Refrigeration and Process Cooling
- Free air cooling systems turn off mechanical cooling systems when the outdoor air temperature falls below a certain level, pulling in that outdoor air for space cooling. If replacing equipment is not a viable option, custom add-ons and efficient component retrofits can improve the performance of existing refrigeration systems.
Boilers and Heating Systems
- Manufacturing facilities can reduce energy consumption and operating costs by installing energy-efficient heating systems.
- Boiler combustion controls improve efficiency by monitoring the amount of air in the flue gases and adjusting the damper to maintain the optimum air-to-fuel ratio.
- Using excess steam condensate to preheat incoming boiler feed water reduces the amount of work the boiler has to perform, and thus the amount of energy it uses.
- Insulating piping helps reduce heat loss.
- Ductless heat pumps can be a good solution for office or break room spaces that may need to be controlled separately from manufacturing spaces.
Click here to learn more.
Lighting
- By replacing indoor and outdoor facility lighting with LEDs, manufacturers can cut energy usage, improve visibility and safety, and reduce maintenance time and costs associated with bulb replacement. Occupancy and daylight sensors in low-traffic help avoid unnecessary lighting costs by tailoring lighting output to match the needs of the space.
Lighting Solutions
- LED Retrofit Kits
- New LED Fixtures
- Exterior Lighting
- And more
Click here to learn more.
Case Study: Texas Instruments
Vacuum Pumps
Texas Instruments (TI) is a semiconductor manufacturing company based in South Portland. In 2015, TI approached Efficiency Maine’s C&I Custom Program with a project to replace 301 vacuum pumps with new, high-efficiency models. In the semiconductor industry, vacuum pumps maintain ultra-clean environments by removing all air from wafer processing stations. The existing pumps’ extremely high run time and inefficient energy usage constituted a prime savings opportunity for TI. Modeling also showed that the upgrade would generate indirect savings in the form of reduced heat rejection; less waste heat equates to less energy used by the central chiller plant. Nevertheless, facing a host of competing capital investment priorities, the national TI office would not approve the project due to its initial economics. This changed when Efficiency Maine endorsed the savings analysis and offered a financial incentive to significantly improve the project’s return on investment.
- Project cost: $6,274,147
- Efficiency Maine incentive: $2,924,768
- Annual energy savings: 11.7 million kWh
- Return on investment: 3.2 years with incentive, 5.9 years without incentive
Case Study: Sappi
Heat Recovery Vessel
In 2016, Sappi submitted a proposal to Efficiency Maine’s C&I Custom Program for a heat recovery project at its Skowhegan paper mill. The heat recovery vessel (HRV) transfers thermal energy from a paper machine’s vacuum blower exhaust stream directly to the facility’s process white water – the liquid that carries chemicals through a series of vessels and operations in the paper-making process. By recycling waste heat, the project drastically reduces the facility’s overall process steam demand. Because Sappi adjusts its boiler fuel-type usage based on real-time prices, this project saves a mix of fuel oil, natural gas, and biomass.
- Project cost: $1,398,883
- Efficiency Maine incentive: $637,000
- Annual energy savings: 55,669 MMBtu
- Return on investment: 2.65 years with incentive, 4.86 years without incentive
Get Started
Ready to upgrade your facility with high-efficiency equipment and appliances? Work with an Efficiency Maine Qualified Partner in order to be eligible for these incentives. See our Qualified Partner video for more information on this process.
Click here to find a Qualified Partner working near you. If you work with a contractor that is not yet a Qualified Partner, urge your contractor to find out more information here. As part of the project approval process, you will accept the C&I Prescriptive Program’s Terms and Conditions. If you’re interested in becoming a Qualified Partner, click here to see our Become A Qualified Partner page.
If you’re interested in getting started with an energy efficiency project in your business but don’t know where to start, you can sign-up for a virtual customer consultation here.